
新聞中心



咨詢電話:
17331253826
替代人工檢測的帶鋼測寬儀
作者:藍鵬測控發布時間:2019-09-17閱讀次數:次
過去,帶鋼產品寬度是用人工測量的。這種方法有多個缺點:
一是只能測量帶鋼的某些位置,不具有普遍性;
二是不易及時發現寬度超差或拉鋼,反饋信息慢;
三是人工測量數據不能作為反饋值及時提供給控制系統,以改善寬度控制精度。
現在,軋線上配置帶鋼測寬儀,并采用該儀器的實時測量值作為寬度控制系統的反饋值,改善了寬度模型的控制精度,提高了板材產品的質量。
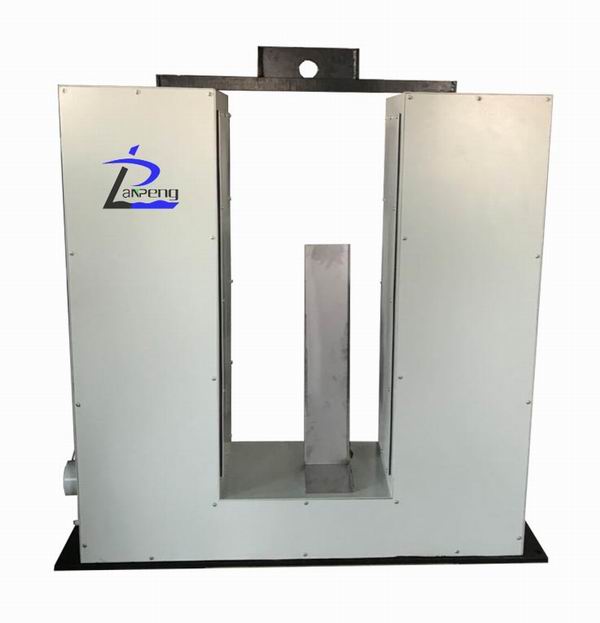
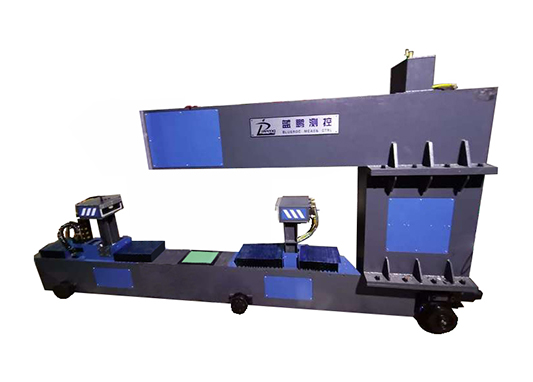
檢測過程中,由濾光片濾掉大部分可見光,只通過520nm波長的綠光。根據光學成像原理,當有帶鋼通過測量頭時,帶鋼按一定比例成像在CCD芯片上,CCD光敏單元將被測板的光學圖像沿陣列方向的光強分布,轉換成時序電平信號。該信號經放大整形、二值化處理后,由工控機采集帶鋼邊緣位置對應的脈沖數,利用標定時記錄的脈沖當量和標定基準位置對應的脈沖數進行計算,得到被測帶鋼的寬度值。
帶鋼測寬儀能為粗軋寬度控制模型提供實時準確的反饋數據,保證粗軋寬度控制模型正常工作,從而軋制出寬度穩定均勻的中間坯,直接提高成品的寬度。該測寬儀可以提升帶鋼的質量,提升生產效率及成材率,為帶鋼生產帶來便利。
上一篇:熱連軋鋼帶的寬度指標檢測